El índice de capacidad Taguchi (Cpm) para procesos con doble especificación, una construcción desde Matlab.
Publicado: el 15 diciembre, 2020 por AdminKonrad / Konrad Lorenz
De la Introducción
Desde el ámbito de la Ingeniería Industrial, conocer la variabilidad intrínseca del proceso y las tendencias que lo rigen se constituyen en requerimientos esenciales que deben ser monitoreados de manera permanente por el responsable del proceso. Controlar de manera taxativa las condiciones bajo las cuales se elabora un producto es una condición importante y, en definitiva determina si un producto es perfecto o defectuoso en cuanto a calidad [1]. Los controles se pueden realizar empleando diversas metodologías, sin embargo, para el presente documento se hará mención de los Índices de Capacidad, y de manera específica al Índice de Taguchi (Cpm). Para empezar, se revisan las condiciones técnicas bajo las cuales se determinan los límites o rangos de medición, pasando por su identificación a través de un algoritmo en MatLab, donde el input son los datos que ingresa el usuario con respecto al proceso y el output son los rangos de valoración, acompañados de un texto que se imprime en pantalla informando las condiciones bajo las cuales está operando.
El fundamento teórico
Los índices de capacidad son criterios empleados en el control de calidad, ampliamente aceptados por la industria manufacturera, y tienen relevancia cuando son empleados para monitorear el desempeño de un sistema productivo que opera bajo control estadístico, en cuanto al cumplimiento de las especiaciones técnicas requeridas y exigidas para la fabricación de un producto [2].
![]()
El Índice de Taguchi (Cpm), según la expresión matemática (1), analiza los límites establecidos por el área técnica y la tolerancia o variación natural del proceso, pero se diferencia de los otros índices de capacidad, porque contiene en su fórmula el valor nominal (N), lo que se puede traducir, según Taguchi en el sentido que la mejora de un proceso debe estar enfocada a disminuir su variación con respecto al valor nominal, y no solo a tener en cuenta las especificaciones técnicas del producto [3]. Los rangos a través de los cuales se puede interpretar el índice de Taguchi son:
Cpm < 1: el proceso no cumple con las especificaciones. Cpm > 1: el proceso cumple con las especificaciones.
Cpm > 1,33: el proceso cumple con las especificaciones, y la μ está cerca de las especificaciones.
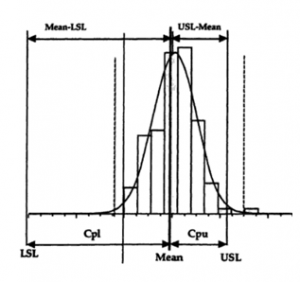
Ilustración 1. Fuente: The Quality Improvement Handbook
Los límites o intervalos descritos en la Ilustración 1 refieren los límites dentro de los cuales se puede evaluar la condición del proceso, y establecen que entre más cercana esté la media del proceso μ con respecto a la condicional nominal del mismo (N), se puede inferir que las variaciones generadas en el proceso son tan pequeñas que no están afectando el desempeño del proceso.
Su construcción en MatLab
Reconociendo que la tendencia de la educación actual es buscar la implementación masiva de las TIC’s en las aulas, se hace imperativo el uso de diferentes estrategias pedagógicas en la gestión académica, dentro de las cuales se puede hacer mención de los diferentes softwares que se encuentran en el mercado, reconociendo que el uso de este tipo de herramientas en los escenarios universitarios es aún incipiente. La diversificación de las herramientas tecnológicas permite que el rol del estudiante entre en modo “activo”, y por consiguiente se incremente las capacidades de innovación y creación. Las concepciones teóricas descritas para el Índice de Taguchi (Cpm), se pueden desarrollar en diversas aplicaciones informáticas, sin embargo, se recurre a MatLab, ya que es una herramienta de fácil uso, empleada en sectores académicos y de manufactura, y que permite realizar cálculos numéricos de diversa complejidad, a través del empleo de matrices y arrays.
Identificando la importancia que tiene el poder de involucrar MatLab a escenarios propios de la ingeniería [4], como lo son los índices de capacidad, y recurriendo a las condiciones propias de programación [5], se desarrolló un algoritmo a través del cual se recrearon las condiciones necesarias para hallar el valor de y los respectivos rangos de valoración. Para la construcción del algoritmo, se realizó de manera inicial la prueba de escritorio, donde la ecuación esencial se verificó según las condiciones teóricas descritas.
El algoritmo perfeccionado está diseñado para solicitarle al usuario que ingrese los valores de: las especificaciones superiores (ES), especificaciones inferiores (EI), la desviación del proceso , la media del proceso y el valor nominal (N) del proceso. Posteriormente, realiza los cálculos numéricos relativos a la fórmula matemática (1) y los asigna a la variable cp.
La línea de entrada del código, es:
clc
clear
us=input('Enter the upper value: ');
ls=input('Enter the lower value: ');
d=input('Enter the deviation Standar: ');
m=input('Enter the mean of process: ');
nv=input('Enter the value Nominal of process: ');
cp5=us-ls;
cp4=d^2;
cp3=(m-nv)^2;
cp2=cp4+cp3;
cp1=sqrt(cp2);
cp=cp5/(6*cp1);
fprintf('The value of the index is: %-5.4f\n',cp)
Para el desarrollo del logaritmo se empleó la estructura if/elseif/else/end, la cual permite comprobar los rangos de interpretación del índice. Se verifica de manera inicial si la variable cp<1 Si la comparación con el operador es verdadera, el programa ejecuta la línea en la cual se imprime en pantalla el mensaje ‘The process does not meet specifications’) y sale de la estructura if. Si la comparación del operador es falsa, el programa salta a la sentencia elseif y verifica si el valor del cp es mayor o igual a 1 y es menor que 1.33. En caso de no cumplir la condición, el programa salta a la tercera condición else, en la cual se valida si el cp>1.33. Según cada una de las sentencias condicionales, el programa imprime en pantalla el mensaje y finalmente sale.
if cp<1
disp('The process does not meet specifications')
elseif (cp>=1)&(cp<1.33)
disp('The process meets specifications')
else cp>=1.33
En la salida del algoritmo (Ilustración 2), muestra en pantalla cada uno de los valores ingresados, el valor del índice y le informa al usuario el rango de valoración.
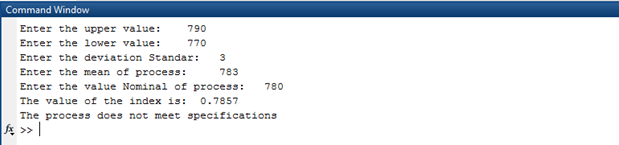
Ilustración 2. Fuente: Código de MatLab según usuario.
Bibliografía
1. Lluis Saderra i Jorba, El secreto de la Calidad Japonesa, Barcelona: Marcombo, 1993.
2. A. Grous, Applied Metrology for Manufacturing Engineering, London: iste, 2011.
3. H. Pulido Gutiérrez y R. De la Vara Salazar, Control Estadístico de Calidad y Seis Sigma, México: Mc Graw Hill, 2009.
4. P. Quintela Estevez, Matemáticas en Ingeniería con MatLab, Universidad de Compostela, 2000.
5. Attaway, Stormy;, MATLAB. A Practical Introduction to Programming and Problem Solving, Boston: Elsevier, 2009.
Autor: Ing. José Luis Roncancio Castillo
Docente del Programa de Ingeniería Industrial.




